
The technology manufacturers need to hedge between EVs, ICEs and hydrogen.
EMAG has sponsored this post.
The automotive industry is at a crossroads. Many jurisdictions have made a commitment — and passed laws — to eliminate sales of new internal combustion engines (ICEs) by 2035.
However, this transition has pushback. In October 2024, MotorTrend reported that “the internal combustion engine is not dead.” The outlet stated that consumer habits, the carbon footprints of batteries and tricky profit margins have forced Ford, Dodge, Volkswagen and other OEMS to slow, cut or cancel electric vehicle (EV) projects — costing billions of dollars.
Even if ICEs are destined for scrap, EVs are no guarantee. Motor1.com argued, in July 2024, that “EVs aren’t the future, hydrogen is.” The outlet noted that refueling infrastructure, range anxiety and reduced emissions could drive the transition from gasoline towards this abundant gas.
So, where does this leave Tier 2 and 3 manufacturers? Do they go all-in on EVs, stay the course on ICEs or take a gamble on hydrogen?
EMAG’s Peter Gröner, technical sales manager, and Heiko Meier, sales manager, argued that with the right manufacturing equipment, Tier 2 and 3 manufacturers can hedge their bets. In an early 2024 webinar, they reasoned that regardless of a vehicle’s powertrain it still needs brake disks, drums, gears and wheel hubs. So, if manufacturers have equipment that can make those parts and easily changeover to parts required for ICE, EV and/or hydrogen vehicles, then they are insulated from the industry’s transition. A viable candidate for said manufacturing equipment, according to Gröner and Meier, is the VSC 500 from EMAG.
What is the VSC 500?
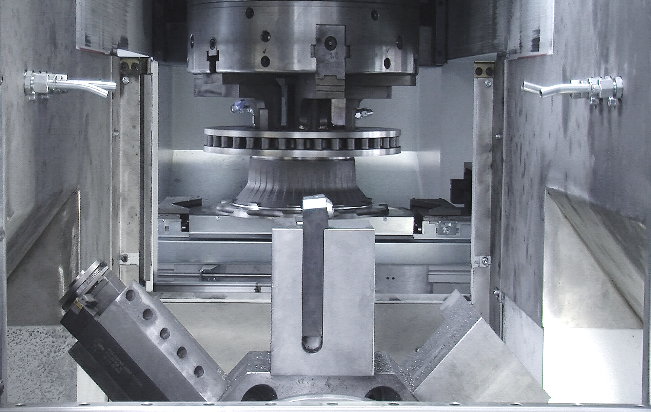
The VSC 500 is EMAG’s largest self-loading turning machine. “This means that the main spindle, and … therefore the chuck, which is assembled on the main spindle, move to the workpiece and pick it up from an automated system,” explained Gröner. “The workpiece then moves to the tool and the turning operation is done.” Typically, the VSC 500 is equipped with motor spindles that are mounted on three bearings.
Processes the equipment can perform include, but are not limited to drilling, milling, hard turning, soft turning and grinding. A turret, containing twelve tools, or a spindle with a drill or milling tool, is installed into the VSC 500 to perform these various tasks. This machining can be done dry or with lubrications such as oil, emulsions or MQL, depending on a given scenario. If oil is used, then the machine also comes packaged with fire suppression systems.
What sets the VSC series of EMAG’s machines apart from the company’s other turning systems is that it is optimized for customization. EMAG collaborates with the customer to determine the specific technical specifications a finished part must achieve. The company then helps develop an automation solution to realize that part.
The system is packaged with quality control and measurement tools that assure parts are processed properly before they move down the line. “If the tolerance is critical,” said Meier, “we can tell the machine to measure for example every fifth or tenth part and [then make] the correction to hold the tolerances stable.”
The measurement tools are also used to ensure that workpieces are in proper orientation before machining starts. Often, a groove or peg needs to align with a hole in the final assembly. To ensure this happens, the raw workpiece must be properly positioned in the VSC 500 so it can remove the proper amounts of material at the proper locations.
It should be noted that these touch probes are not intended to assure product certification; this would need a post-processing measurement system. However, this sensor is an excellent way to determine that a changeover was performed correctly, whether the machine requires adjustments or that a part is out-of-spec and must be taken off the line.
The VSC 500 also contains a conveyor that runs under the machine. Due to the vertical design of the equipment, chips fall into the conveyor. In other words, to ensure these chips continuously move out of the way of the processing, the VSC 500’s tools are placed under the workpiece during the turning process. This has two benefits. It reduces the ability of the scrap to interfere with the machining process and dissipates thermal influences from the cutting process.
The machine is liquid cooled, to ensure the machine body, turret and spindle are at optimal temperatures. A cooling liquid is used and tempered via a cooling unit.
“Heat exchangers can also be used instead of the cooling unit if there is a cold-water network already installed in the production hall,” said Gröner. “In this case you can use the heat which is produced by this machine … to heat up a washing machine or … your offices.”
The machine also comes packaged as the VSC 500 DUO. This setup is much the same as a typical VSC 500; it contains one control panel, energy source and hydraulics system. However, it also contains two machine beds, turrets and motor spindles. Gröner added, “On the large VSC 500 DUO we have also a hydraulic counterbalance to compensate for the weight of the spindle, the slide and the chuck together with the workpiece.”
Each machine side in the VSC 500 DUO can be operated independently. So, one machine side can perform the first operation (OP 10), and another machine side can perform the second operation (OP 20), simultaneously. It is also possible to set both machine sides to perform the same task on two distinct parts, simultaneously.
How can the VSC 500 be automated?
The internal movements and operations of the VSC 500 and VSC 500 DUO can be automated using Siemens or FANUC factory automation technologies. However, to truly make the machine stand-alone, external automated systems are needed to feed, unload and rotate workpieces. Once the workpiece is placed onto the machine’s shuttle, the VSC 500 takes over. Gröner explains these movements and rotations can be done via gantries, robotic arms, robotic cells, pelletizing cells, conveyors or any other traditional workpiece transportation or carrier device.

Due to the VSC 500’s symmetrical design, a shuttle can be placed on the left or the right side of the machine; whichever is more convenient for a customer’s shopfloor layout. Additionally, an infeed conveyor can be placed on one side of the machine while an outflow conveyor is placed on the opposite side.
How does the VSC 500 handle changeovers?
Part of the benefits of the VSC series of machines is its customizability. During initial discussions with the customer, EMAG will confirm all the possible parts a given machine shop will need to produce. As part of the machine’s installation and design, EMAG will then develop workflows to change over the machine to produce these other parts.
“Change over for new workpieces can take some time,” says Meier, “but this all depends on what’s being changed and how the parts differ.” Users can expect these changeovers to be in the order of minutes or hours depending on the difference between workpieces, tooling, grippers, operations and more. But one of the many benefits of working with EMAG early in development is that changeover processes and workflows will be developed, practiced and optimized as soon as the line is ready.

It’s important to ensure a given line is as flexible as a facility needs. As the automotive industry transitions from ICE to EV or hydrogen, OEMs will require various parts. Though there will be overlap between those parts, there is no way to predict which powertrain will win out and thus which parts will be needed. The answer to this challenge is to optimize a line to produce a diverse list of products. The VSC line of turning machines are optimized for this diversification, so much so that the parts it makes span to industries outside of automotive. For instance, Gröner presented a line that can make pipe couplings for the oil and gas industries.
It should be noted that even after a VSC system is installed, there may be ways EMAG can help expand its abilities to produce new parts. For instance, the company produces custom clamping and holding solutions. The chucks the company designs can therefore be updated and modified based on the new products and work pieces.

As for assuring changeovers are done correctly, Meier reiterated that, “each machine can come assembled [with the aforementioned] touch probe … With this probe we can, for example, measure the first part after a tool change or after a setup and then make the necessary corrections.”
Other benefits of the VSC 500
The VSC 500’s machine bed is made from MINERALIT. This material is a concrete polymer known for its ability to reduce vibrations.
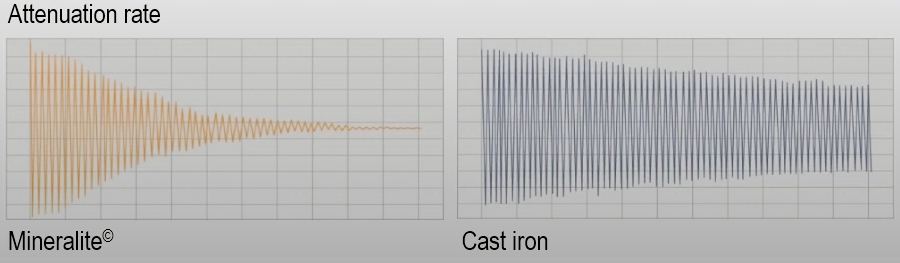
“Because the vibrations decay more quickly [than in] the cast iron, we have better cutting conditions,” said Gröner. “We have more stable and ridged conditions and therefore the tool life is longer than on comparable cast iron machine beds.”
Vibrations in the machine are reduced in other ways. Gröner said, “The lower guide of the z-axis is equipped with this hydrostatic bearing and therefore the spindle sleeve, or the quill, is surrounded by an oil film and moves up and down in this oil fill … Therefore, we have no friction, and we have no wear on the quill. The oil film also dampens the vibrations, especially during hard machining and interrupted cuts.”
However, “If the spindle fails, EMAG can check if it can be fixed directly at the machine,” said Gröner. “Or, if this is not possible, we can replace the complete unit with a spare system. And the defective spindle can be retrofitted here in our facility. [Now that spindle is] in stock, ready if another machine fails.”
Nonetheless, the VSC 500 is a very robust and flexible piece of machinery. It can therefore serve machine shops for decades as they assist the automotive industry, regardless its powertrain of choice. Meier confirmed, “Machines of this concept have been running more than 30 years … There are still machines existing that we delivered in the beginning of the 90’s. That shows these components are really designed for a long lifetime.”
Learn more about the VSC 500 and VSC 500 Duo on emag.com.



{kind=link}